3Dプリンタを動かす前に
| 3Dプリンタを動かしてみよう。 | |
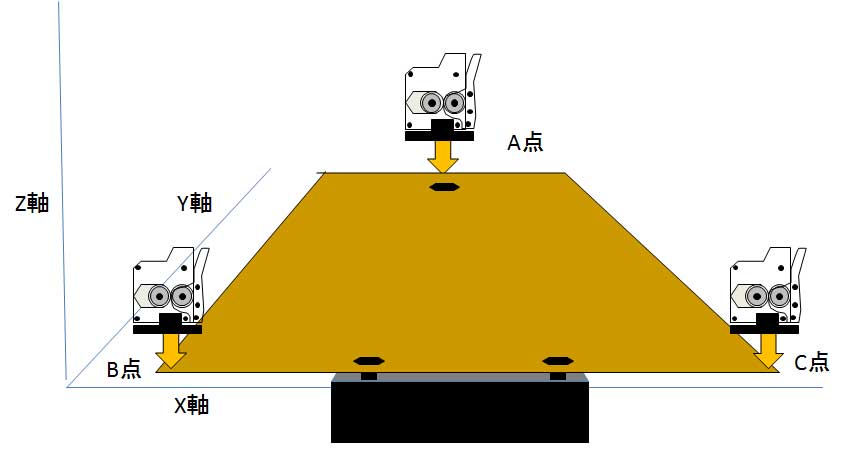
まず最初にプリンタの開梱からソフトウェア・インストールから造形出力までの大まかな流れ 1)プリンタの開梱 2)プリンタをPCに繋ぐ 3)プリンタにRepetier-HOSTをインストール 4)Zオフセットの調整・確認 5)ベッドのレベリング調整・確認 6)テスト・フィラメントの除去、造形用新フィラメントの装着 7)テストデータのダウンロード 8)テストデーターを出力してみよう。 9)CADによるオリジナルデータの作成 10)オリジナルデータの造形 1.最初に梱包箱からプリンタ本体を取り出して、付属品が入っているか確認してください。 ■3Dプリンタ本体 ■フィラメント・スプールホルダー部品一式 ■USBケーブル ■AC電源アダプタ並びにコンセントケーブル ■テスト用出力用フィラメント 2.パソコンを用意しプリンタをPCに繋でみましょう。 3.パソコンを用意したら、プリンタ制御ソフトウェアをダウンロードしましょう。 (パッケージソフトウェアとインスト-ル方法はこちらです。) 4.Zオフセットの調整・確認 プリンタのZオフセットの調整 (出力する前に必ず調整と確認をしましょう。) 5.ベッドのレベリング調整・確認 ベッドのレベリングの調整(使う前に必ず調整と確認をしておきましょう。) 6.テスト・フィラメントの除去、造形用新フィラメントの装着 フィラメントの除去と新しいフィラメントの充填についてはこちらを参照してください。 7.テストデータのダウンロード thingvreseからフリーのデータをダウンロードしてみましょう。 8.テストデーターを印刷してみよう。 プリンタのガイドラインをよく読んでから出力しましょう。 ダウンロードしたデータを出力してみよう。 9.CADによるオリジナルデータの作成 操作の簡単なTinckerCADでデータを作ってみましょう。 10.オリジナルデータの造形をしてみましょう。 作ったデーターを出力してみよう。 |
|