

3Dプリンタの調整方法2 レベリング調整
プリントベッドの全体の水平度(水平レベル)を出すにはどうしたらいいにでしょうか?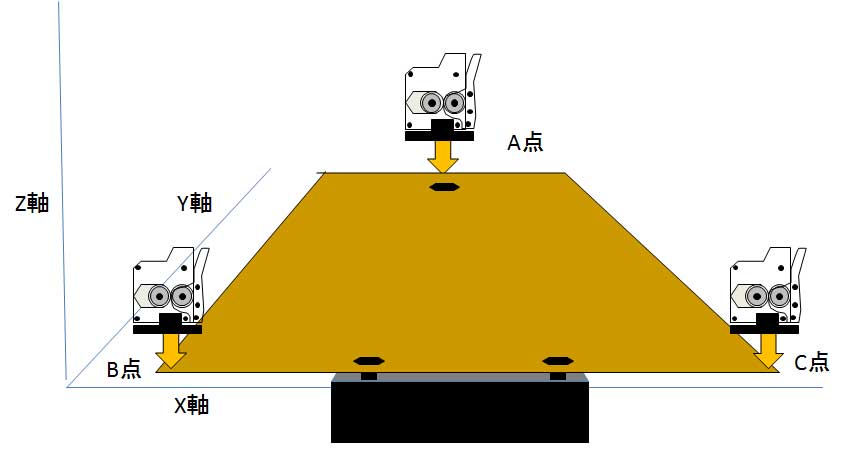
まず、Z軸はプリンタのプリント出力精度に大きく影響します。そのためにはレベリング調整は非常に重要であり、あなたのプリンタが出力命令を受け取って造形を開始する場合、一番大事な調整のひとつです。最初に行ったZオフセットの調整は最初のステップですが、ここで行うレベリング調整は第一層の形成にとても需要で、、ベッドのある部分が低すぎたり高すぎると、印刷のその部分が剥がれきたり、反りが発生する可能性が高くなります。レベルは、バネ付きネジでベッドの前に2つと後ろにひとつのネジがあります。いずれも黒いボックスネジ(6角穴付ネジ)で調整を行います。
ベッド(ビルドプラットフォーム)はアルミ板に標準のカプトンテープを貼り付けてあります。このカプトンシートの上から六角レンチでレベリングのネジを回してレベリングを調整します。最初はテープを六角レンチを使ってネジを覆っているカプトンテープに穴を突く必要があります
前回行ったZオフセットを行ったら、レベリングは次のように行います。
Zオフセットが取れたのは真中ですので、最初にA点にノズルヘッドを移動させます。
AGS02の場合はコマンドから
G28
次に
G1 X100 Y200
と入力します。
これでほぼA点へ移動したはずです。
ここで紙をノズルとベッドの間に置き、
コマンドから
G1 Z=0
この時点で紙をノズルとベッドの間に入るかどうか調べてください。
紙がすんなり簡単に入ってします場合は、A点のそばにある6角穴付ネジを反時計回りに1/3回転づつます。(間隙が狭くなります。)逆に紙が全然入らない場合は時計周りに回して間隙を広くします。
ノズルヘッドが邪魔な場合は
G1 X200 Y200
この調整が終わったら、
同様にB地点のレベリングを見ます。
G28
G1 X0 Y0
これでほぼB点へ移動したはずです。
コマンドから
G1 Z=0
この時点で紙をノズルとベッドの間に入るかどうか調べてください。
紙がすんなり簡単に入ってしまう場合は、B点のそばにある6角穴付ネジを反時計回りに1/3回転づつます。(間隙が狭くなります。)逆に紙が全然入らない場合は時計周りに回して間隙を広くします。
ノズルヘッドが邪魔な場合は
G1 X200 Y200
この調整が終わったら、
同様にC地点のレベリングを見ます。
G28
G1 X200 Y0
これでほぼC点へ移動したはずです。
コマンドから
G1 Z=0
この時点で紙をノズルとベッドの間に入るかどうか調べてください。
紙がすんなり簡単に入ってしまう場合は、C点側に近い6角穴付ネジを反時計回りに1/3回転づつます。(間隙が狭くなります。)逆に紙が全然入らない場合は時計周りに回して間隙を広くします。
ノズルヘッドが邪魔な場合は
G1 X200 Y200
この調整が終わったら、レベリングは終了です。
いずれもネジでノズルが、最初にあなたが行ったオフセットを設定したときに感じたように、少しの摩擦を感じる程度になるまでネジを調整します

